



4Новы фільтр з гравітацыйным стужкам серыі LG
Апісанне
Гравітацыйны стужкавы фільтр звычайна выкарыстоўваецца для фільтрацыі апрацоўчай вадкасці або шліфавальнай вадкасці з прадукцыйнасцю ніжэй за 300 л/мін. Для папярэдняга падзелу можна дадаць магнітную сепарацыю серыі LM, для другаснай тонкай фільтрацыі — рукаўны фільтр, а для дакладнага кантролю тэмпературы шліфавальнай вадкасці можна дадаць прыладу кантролю тэмпературы астуджэння, каб забяспечыць чыстую шліфавальную вадкасць з рэгуляванай тэмпературай.
Шчыльнасць фільтравальнай паперы звычайна складае 50~70 квадратных метраў у грамах, і фільтравальная папера з высокай шчыльнасцю хутка забіваецца. Дакладнасць фільтрацыі гравітацыйнага стужкавага фільтра - гэта сярэдняя дакладнасць новай і забруджанай фільтравальнай паперы. Пачатковая стадыя новай фільтравальнай паперы вызначаецца шчыльнасцю фільтравальнай паперы, якая складае каля 50-100 мкм; пры выкарыстанні яна вызначаецца шчыльнасцю пор фільтравальнага пласта, які ўтвараецца ў выніку назапашвання рэшткаў фільтра на паверхні фільтравальнай паперы, і паступова павялічваецца да 20 мкм, таму сярэдняя дакладнасць фільтрацыі складае каля 50 мкм. 4New можа забяспечыць высакаякасную фільтравальную паперу для фільтрацыі.
Выпраўленне вышэйзгаданых недахопаў можна зрабіць, дадаўшы да папяровага фільтра фільтруючы мяшок у якасці другаснага фільтра для павышэння дакладнасці фільтрацыі. Фільтруючы помпа накіроўвае адфільтраваную праз папяровы фільтр вадкасць для памолу ў фільтр-мяшок. Высокадакладны фільтруючы мяшок можа ўлоўліваць некалькі мікраметраў дробных прымешак. Выбар фільтруючага мяшка з рознай дакладнасцю можа забяспечыць высокую чысціню вадкасці для памолу, адфільтраванай другасным фільтрам, ад 20 да 2 мкм.
Пры шліфоўцы ліцця або ультратонкага шліфавання сталёвых дэталяў утвараецца вялікая колькасць дробнага шламу, які лёгка закаркоўвае пары фільтравальнай паперы і прыводзіць да частай падачы паперы. Для таго, каб загадзя аддзяліць большую частку шламу ад бруднай шліфавальнай вадкасці з дапамогай эфектыўнага магнітнага сепаратара, ён павінен быць дададзены да сістэмы магнітнага сепаратара серыі LM, каб не дапусціць яго траплення ў фільтравальную паперу, што дазволіць паменшыць спажыванне фільтравальнай паперы.
Дакладнае шліфаванне таксама мае высокія патрабаванні да ваганняў тэмпературы шліфавальнай вадкасці, і дакладнасць кантролю тэмпературы шліфавальнай вадкасці, відавочна, уплывае на дакладнасць памераў апрацоўванай дэталі. Тэмпературу шліфавальнай вадкасці можна кантраляваць у межах ± 1 ℃~0,5 ℃, дадаўшы прыладу астуджэння і кантролю тэмпературы, каб ліквідаваць цеплавую дэфармацыю, выкліканую зменай тэмпературы.
Калі паток вадкасці на выхадзе станка нізкі, і выкінутая брудная вадкасць не можа непасрэдна трапіць у фільтр, можна дадаць помпа для яе вяртання ў прыладу для вяртання вадкасці. Зваротны бак прымае брудную вадкасць, якая выкідваецца станком, і зваротны помпа серыі PD&PS пераносіць брудную вадкасць у фільтр. Зваротны помпа серыі PD/PS можа падаваць брудную вадкасць, якая змяшчае стружку, і яна можа доўга сушыць без вады без пашкоджанняў.
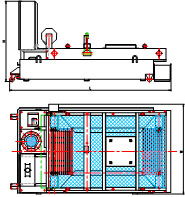
Фільтр з гравітацыйным стужкай (базавы тып)
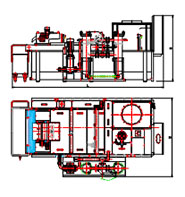
Фільтр з гравітацыйным поясам + магнітны сепаратар + мяшок
Фільтрацыя + тэрмастатычны кантроль
Кліенцкія справы





