



4Nowy filtr pasowy LG Series Gravity Belt
Opis
Filtr taśmowy grawitacyjny jest ogólnie stosowany do filtrowania płynu tnącego lub szlifierskiego o przepływie poniżej 300 l/min. Można dodać separator magnetyczny serii LM do wstępnej separacji, można dodać filtr workowy do wtórnej dokładnej filtracji, a także urządzenie do kontroli temperatury chłodzenia w celu precyzyjnej kontroli temperatury płynu szlifierskiego i zapewnienia czystego płynu szlifierskiego o regulowanej temperaturze.
Gęstość papieru filtracyjnego wynosi zazwyczaj 50~70 metrów kwadratowych gramatury, a papier filtracyjny o dużej gęstości wkrótce zostanie zablokowany. Dokładność filtrowania filtra grawitacyjnego to średnia dokładność nowego i brudnego papieru filtracyjnego. Początkowy etap nowego papieru filtracyjnego jest określany przez gęstość papieru filtracyjnego, która wynosi około 50-100 μm; W użyciu jest określana przez gęstość porów warstwy filtracyjnej utworzonej przez nagromadzenie pozostałości filtra na powierzchni papieru filtracyjnego i stopniowo wzrasta do 20 μm, więc średnia dokładność filtrowania wynosi około 50 μm. 4New może zapewnić wysokiej jakości papier filtracyjny do filtracji.
Sposób na zaradzenie powyższym niedociągnięciom polega na dodaniu worka filtracyjnego na filtrze papierowym jako filtra wtórnego w celu zwiększenia dokładności filtrowania. Pompa filtracyjna przesyła płyn mielący przefiltrowany przez papier do filtra workowego. Worek filtracyjny o wysokiej precyzji może wychwycić kilka mikrometrów drobnych zanieczyszczeń. Wybór worka filtracyjnego o różnej dokładności może sprawić, że płyn mielący przefiltrowany przez filtr wtórny osiągnie czystość na poziomie 20~2μm.
Szlifowanie odlewów lub ultradrobne szlifowanie części stalowych spowoduje powstanie dużej ilości drobnego osadu z mielenia, który łatwo blokuje pory papieru filtracyjnego i powoduje częste podawanie papieru. Należy dodać wydajny separator magnetyczny serii LM, aby oddzielić większość osadu z mielenia od brudnego płynu szlifierskiego z wyprzedzeniem za pomocą wydajnego separatora magnetycznego i nie dopuścić do przedostania się go do papieru w celu filtrowania, aby zmniejszyć zużycie papieru filtracyjnego.
Precyzyjne szlifowanie ma również wysokie wymagania dotyczące wahań temperatury płynu szlifierskiego, a dokładność kontroli temperatury płynu szlifierskiego będzie miała oczywisty wpływ na dokładność wymiarową przedmiotu obrabianego. Temperaturę płynu szlifierskiego można kontrolować w zakresie ± 1 ℃~0,5 ℃, dodając urządzenie chłodzące i kontrolujące temperaturę, aby wyeliminować odkształcenia termiczne spowodowane zmianą temperatury.
Jeśli wylot cieczy z obrabiarki jest niski, a odprowadzana brudna ciecz nie może bezpośrednio dostać się do filtra, można dodać pompę, aby odesłać ją z powrotem do urządzenia powrotnego cieczy. Zbiornik powrotny odbiera brudną ciecz odprowadzaną przez obrabiarkę, a pompa powrotna serii PD&PS przesyła brudną ciecz do filtra. Pompa powrotna serii PD/PS może dostarczać brudną ciecz zawierającą wióry i może być suszona przez długi czas bez wody, bez uszkodzeń.
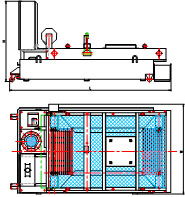
Filtr pasowy grawitacyjny (typ podstawowy)
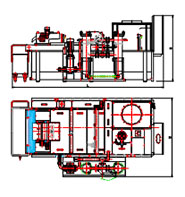
Filtr pasowy grawitacyjny + separator magnetyczny + worek
Filtracja + kontrola termostatyczna
Przypadki klientów





